
Drut samoosłonowy to praktyczna opcja, gdy chcesz spawać stal bez butli z gazem, zwłaszcza w terenie, w garażu albo przy naprawach, gdzie liczy się prosty start i odporność na wiatr. W tym tekście rozkładam temat na czynniki pierwsze: wyjaśniam, jak działa ta metoda, jaki sprzęt ma znaczenie, jak ustawić półautomat i jakie błędy najczęściej psują spoinę. Zaznaczę też, kiedy ta technika daje sensowne efekty, a kiedy lepiej wybrać MIG/MAG albo elektrodę otuloną.
Najważniejsze rzeczy, które trzeba wiedzieć przed pierwszą spoiną
- Topnik zamknięty w drucie tworzy własną osłonę i żużel, więc nie potrzebujesz butli z gazem.
- Ta metoda najlepiej sprawdza się na stali i tam, gdzie wiatr utrudnia pracę z klasycznym MIG/MAG.
- Najczęściej ustawiasz biegunowość DCEN, czyli uchwyt na minusie, a masę na plusie.
- Drut prowadzi się zwykle ruchem ciągnącym, pod kątem około 5-15 stopni.
- Nie każdy drut proszkowy jest samoosłonowy, więc oznaczenie na szpuli ma znaczenie.
- Na cienkiej blasze łatwo o przepalenie, dlatego pierwsze próby warto robić na odpadzie.
Jak działa spawanie drutem samoosłonowym i kiedy ma sens
W tej technice łuk topi ciągle podawany, pusty w środku drut, a znajdujący się w nim topnik wytwarza gaz ochronny i warstwę żużla. To właśnie ta wewnętrzna osłona zastępuje butlę z gazem, dlatego cały proces jest mobilny i dobrze znosi pracę na zewnątrz. To nadal jest spawanie, nie lutowanie - temperatura i przetop są wyraźnie wyższe, więc połączenie jest mocniejsze, ale też bardziej wymagające przy cienkich elementach.
Ja traktuję tę metodę jako sensowny wybór wtedy, gdy ważniejsza jest praktyczność niż kosmetyka spoiny. Sprawdza się przy naprawach bram, ogrodzeń, profili stalowych, prostych konstrukcji, maszyn rolniczych i wszędzie tam, gdzie nie chcesz dźwigać butli albo walczyć z podmuchami wiatru. Z kolei przy delikatnych, widocznych detalach i cienkiej blasze samochodowej jej przewaga szybko topnieje, bo rośnie ryzyko odprysków, przegrzania i większej obróbki po spawaniu.
W praktyce najważniejsze jest zrozumienie jednego: ten proces nie wybacza złego doboru drutu i ustawień, ale bardzo dobrze odwdzięcza się za poprawny start. Skoro wiadomo już, po co sięga się po tę metodę, czas sprawdzić, co naprawdę musi znaleźć się na stanowisku.
Sprzęt i drut, bez których łatwo o słabą spoinę
Wiele osób skupia się na samej spawarce, a problem leży gdzie indziej: w źle dobranym drucie, rolkach, biegunowości albo w braku wentylacji. Nie każdy drut proszkowy jest samoosłonowy, więc jeśli szpula wymaga zewnętrznego gazu, to nie jest to ten wariant procesu. Dobrze też pamiętać, że podajnik i uchwyt muszą być przygotowane do pracy z drutem rdzeniowym, bo ten materiał zachowuje się inaczej niż drut lity.
| Element | Na co zwrócić uwagę | Dlaczego to ważne |
|---|---|---|
| Spawarka półautomatyczna | Musi pozwalać na zmianę biegunowości i stabilne podawanie drutu | Bez DCEN łuk będzie pracował gorzej, a odprysków będzie więcej |
| Rolki i prowadnik | Rolki do drutu rdzeniowego, dobrane do średnicy szpuli | Ograniczają ślizganie i zacięcia, które od razu psują stabilność łuku |
| Drut | Dobierz klasę do grubości stali i pozycji spawania | Inny drut sprawdzi się przy cienkich naprawach, a inny przy mocniejszych konstrukcjach |
| Ochrona i wentylacja | Przyłbica, rękawice, odzież niepalna i odciąg dymów | Dym z topnika i metalu trzeba odprowadzać, a odpryski nie wybaczają braku ochrony |
W codziennej praktyce najczęściej spotkasz średnice 0,8-1,2 mm przy lżejszych pracach, a mocniejsze zastosowania korzystają z grubszego drutu. Do prostych napraw stali w garażu najłatwiej zacząć od 0,8 albo 0,9 mm, bo łatwiej nim kontrolować jeziorko spawalnicze. Dobrze też znać dwa oznaczenia, które pojawiają się najczęściej: E71T-GS i E71T-11. Pierwszy kojarzy się z prostszą, jednoprzebiegową pracą na zwykłej stali, drugi bywa bardziej uniwersalny, ale i tak zawsze trzeba patrzeć na kartę konkretnego produktu, bo producenci różnią się detalami.
Najbardziej niedoceniany element to biegunowość. Przy drucie samoosłonowym zwykle ustawiasz DCEN, czyli uchwyt na minusie, a masę na plusie. Jeśli zostawisz ustawienia typowe dla drutu litego, spoiny zaczynają pryskać, łuk robi się nerwowy i trudno uzyskać powtarzalny efekt. To właśnie na tym etapie odpada większość rozczarowań, więc zanim dotkniesz materiału, warto poświęcić chwilę na poprawne podłączenie i przygotowanie sprzętu.
Jak ustawić spawarkę i prowadzić łuk, żeby nie walczyć z odpryskami
Jeśli miałbym wskazać jedną rzecz, która najbardziej odróżnia udaną spoinę od przeciętnej, byłby to zestaw drobiazgów: biegunowość, kąt uchwytu, długość wysunięcia drutu i równe tempo prowadzenia. Tu nie ma magii, jest powtarzalność. Najlepiej zacząć od ustawień zalecanych przez producenta drutu, a potem korygować je na próbce tej samej grubości co właściwy detal.
- Ustaw DCEN. Uchwyt na minusie, masa na plusie - to podstawowy punkt wyjścia dla drutu samoosłonowego.
- Zrób próbę na odpadzie. Ten sam materiał, podobna grubość i taki sam szczelinowy układ złącza dadzą wiarygodniejszy wynik niż „na oko”.
- Prowadź uchwyt ruchem ciągnącym. Kąt 5-15 stopni zwykle działa najlepiej, bo żużel i łuk układają się stabilniej.
- Nie skracaj i nie wydłużaj drutu przesadnie. Zacznij od około 15-20 mm wysunięcia i obserwuj, czy łuk jest równy.
- Kontroluj tempo. Zbyt szybki ruch daje podtopienia i słabe wypełnienie, zbyt wolny podnosi spoinę i przegrzewa materiał.
W praktyce technika ciągnięcia ma duże znaczenie, bo żużel osłania jeziorko skuteczniej, kiedy uchwyt „ciągnie” spoinę za sobą, a nie rozpycha ją do przodu. Jeśli próbujesz pracować jak przy klasycznym MIG-u i pchasz łuk, odpryski zwykle rosną, a spoina traci kształt. Przy grubszej stali można czasem pozwolić sobie na lekkie wachlowanie, ale na starcie lepiej trzymać prosty ruch i skupić się na równym prowadzeniu.
Najczęściej to właśnie ustawienia, a nie sam drut, decydują o jakości efektu. Gdy już opanujesz start, łatwiej zrozumieć, dlaczego jedne spoiny wychodzą równo, a inne rozpadają się od razu po ostygnięciu.
Najczęstsze błędy, które psują efekt bardziej niż sam drut
W tej metodzie łatwo obwiniać materiał eksploatacyjny, ale w praktyce wiele problemów wynika z kilku powtarzalnych błędów. Dobra wiadomość jest taka, że większość z nich da się szybko wyeliminować. Zła - jeśli zostawisz je bez korekty, będziesz kręcić pokrętłami bez sensu i dalej dostawać porowatą, nierówną spoinę.
- Zła biegunowość. To najczęstszy błąd początkujących. Efekt to niestabilny łuk, więcej odprysków i gorsze wtopienie.
- Pchanie uchwytu zamiast ciągnięcia. Przy drucie samoosłonowym zwykle pogarsza to osłonę jeziorka i zwiększa rozpryski.
- Brudny materiał. Rdza, farba, olej i gruby nalot po cynku podnoszą ryzyko porów i słabego przetopu.
- Zły dobór prędkości prowadzenia. Za szybko - spoina jest wąska i niedopełniona. Za wolno - przegrzewasz detal i robisz nadmierny garb.
- Wymuszenie złej pozycji drutu. Nie każdy drut nadaje się do pracy w pionie, nad głową albo na grube przepalenia.
- Brak wentylacji. Dym jest intensywniejszy niż przy wielu lekkich pracach MIG/MAG, a przy cynku trzeba zachować szczególną ostrożność.
Jeśli mam wskazać jedną zasadę, która oszczędza najwięcej frustracji, to brzmi ona tak: najpierw ustawienie i czysty materiał, dopiero potem dalsze poprawki. Zmienianie wszystkiego naraz zwykle kończy się tym, że nie wiadomo, co faktycznie zadziałało. Gdy uporasz się z tym etapem, naturalnie pojawia się pytanie, czy ta metoda rzeczywiście jest lepsza od innych popularnych rozwiązań.
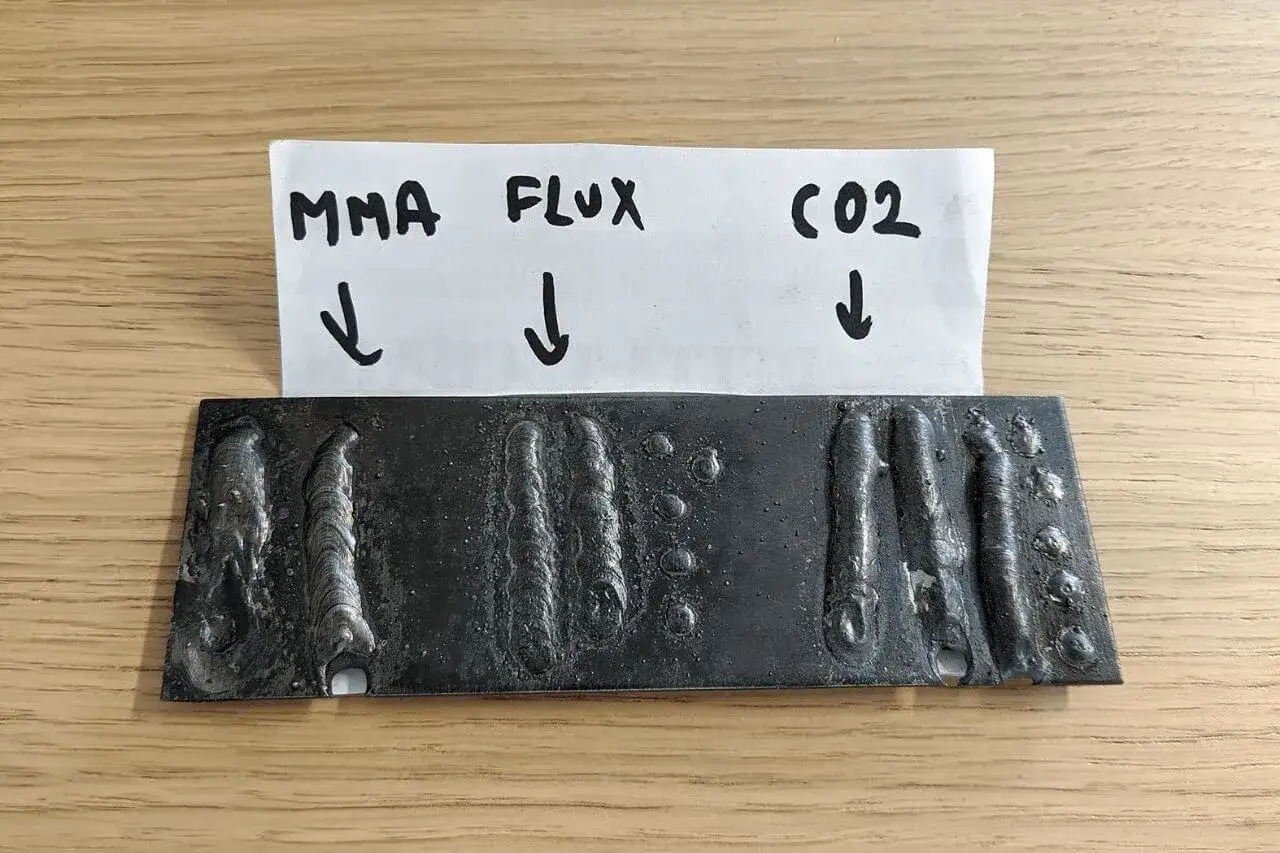
Drut samoosłonowy, MIG/MAG czy MMA
W codziennej praktyce to nie jest wybór „lepsze albo gorsze”, tylko „do czego dokładnie”. Drut samoosłonowy zajmuje miejsce pomiędzy mobilnością MMA a estetyką MIG/MAG, i właśnie w tym kompromisie ma największy sens. Jeśli masz dostęp do gazu, warsztat i chcesz czystszą spoinę, klasyczny MIG/MAG często wygra. Jeśli liczy się prostota, teren i brak butli, przewagę zyskuje drut samoosłonowy.
| Cecha | Drut samoosłonowy | MIG/MAG | MMA |
|---|---|---|---|
| Osłona | Własny topnik w rdzeniu | Gaz z butli | Otulina elektrody |
| Mobilność | Bardzo wysoka | Średnia | Wysoka |
| Odporność na wiatr | Bardzo dobra | Słaba | Dobra |
| Wygląd spoiny | Poprawny, ale zwykle bardziej surowy | Zazwyczaj najlepszy | Surowy, zależny od elektrody |
| Ilość odprysków | Większa | Mniejsza | Średnia |
| Koszt wejścia | Niższy, bo nie kupujesz butli | Wyższy przez osprzęt gazowy | Niski |
To nie jest też zamiennik lutowania tam, gdzie zależy ci na niskiej temperaturze i minimalnym odkształceniu cienkich elementów. W takich zadaniach spawanie po prostu wchodzi zbyt agresywnie. Ja patrzę na tę metodę jak na narzędzie do zadań „praktycznych”: ma dać mocne połączenie, nie salonowy wygląd. Jeśli potrzebujesz gładkiej, prawie niewidocznej spoiny, zwykle lepiej sprawdza się inny proces.
Po takim porównaniu łatwiej zobaczyć granice techniki, bo każda z nich rozwiązuje trochę inny problem. To prowadzi już prosto do pytania o zastosowania i sytuacje, w których lepiej z niej zrezygnować.
Gdzie ta technika sprawdza się najlepiej, a gdzie lepiej odpuścić
Największą siłą tej metody jest prosty zestaw: brak butli, dobra odporność na warunki zewnętrzne i całkiem wysokie tempo pracy. Z tego powodu bardzo dobrze pasuje do napraw warsztatowych, konstrukcji stalowych, ogrodzeń, bram, rusztowań pomocniczych, maszyn i elementów, które nie muszą wyglądać jak po spawaniu w firmie zajmującej się wykończeniem premium. W wielu garażowych projektach to po prostu rozsądny wybór.
Najlepiej działa przy
- spawaniu stali węglowej i wybranych stali niskostopowych,
- pracach na zewnątrz, gdzie wiatr przeszkadza w użyciu gazu osłonowego,
- naprawach terenowych i mobilnych, gdy liczy się szybki start bez butli,
- elementach o umiarkowanej grubości, gdzie łatwiej o stabilny przetop,
- zadaniach, w których ważniejsza jest trwałość niż perfekcyjny wygląd lica.
Przeczytaj również: Ustawienia TV Hisense: Idealny obraz i dźwięk? Poradnik Marcela!
Lepiej wybrać inną metodę, gdy
- pracujesz z aluminium, bo ten materiał wymaga innego podejścia i innego osprzętu,
- spawasz cienką, widoczną blachę i zależy ci na minimalnym szlifowaniu,
- potrzebujesz bardzo czystej, estetycznej spoiny bez dużej ilości odprysków,
- masz warunki warsztatowe i gaz osłonowy nie stanowi problemu,
- materiał jest mocno zabrudzony, ocynkowany albo pracuje w środowisku, które wymaga dodatkowych procedur bezpieczeństwa.
Jeśli ktoś pyta mnie, kiedy ta metoda ma największy sens, odpowiadam krótko: wtedy, gdy chcesz połączyć prostotę z mobilnością i nie potrzebujesz perfekcyjnego wykończenia. Dla wielu użytkowników to właśnie ten kompromis jest najcenniejszy, bo pozwala zrobić robotę bez rozbudowanego zaplecza.
Co z tej techniki naprawdę warto zapamiętać przed pierwszym projektem
Najbardziej praktyczny skrót jest prosty: dobry drut, poprawna biegunowość, ciągnięcie uchwytu i czysty materiał robią większą różnicę niż samo kręcenie ustawieniami. Jeśli ten zestaw działa, masz szansę uzyskać solidną, powtarzalną spoinę bez butli z gazem i bez walki z wiatrem. Jeśli któryś element się nie zgadza, problemy pojawią się szybciej, niż sugeruje cena szpuli.
Przed realną naprawą zawsze zrobiłbym próbę na kawałku odpadu tej samej grubości. To najtańszy sposób, żeby sprawdzić łuk, odpryski, penetrację i zachowanie jeziorka zanim dotkniesz właściwego elementu. W praktyce właśnie ta jedna decyzja oddziela szybkie, sensowne spawanie od serii niepotrzebnych poprawek.
Jeśli podejdziesz do tej metody jak do narzędzia do konkretnych zadań, a nie uniwersalnego zamiennika dla wszystkiego, szybko zobaczysz, gdzie daje świetny efekt, a gdzie lepiej sięgnąć po inną technikę.